

质粒工艺化生产流程包括逐级放大的菌体扩增过程和下游纯化过程,细胞与基因治疗中最常用的载体AAV和慢病毒的生产都需要质粒作为起始材料,因此每年需要大量符合质量要求的质粒来满足下游细胞与基因治疗的市场需求。
质粒生产工艺中面临的最大挑战是大规模的生产放大和纯化,即要维持高超螺旋结构质粒的比例,又要保持高纯度,以上两点无论对于DNA疫苗还是对于下游病毒生产的效率与质量 (如减少空壳率等)形成重大影响。
质粒通常在大肠杆菌中发酵扩增,提高大肠杆菌的生长密度可扩大质粒的产量。但细菌密度增加会带来溶氧不足的问题,不仅会降低质粒产量,还会导致质粒质量下降,具有超螺旋构象的质粒含量减少,给下游纯化工艺带来困难,也会间接提高生产成本。对大肠杆菌发酵过程中的溶氧量问题进行优化后,可使质粒产量提高1至50 倍。
大肠杆菌的裂解包含化学方法(碱、洗涤剂、酶、渗透冲击)和物理方法(加热、 剪切、搅拌、超声波和冻融),其中碱性裂解是最常用的方法。碱裂解步骤中,pH 的控制和适当有效的混合是关键,需要在狭窄的pH范围内使基因组DNA发生不可逆变性且质粒双链需要保持完整,大规模质粒生产中,裂解过程往往工艺重复性差, 难以控制;该阶段的质粒对剪切力非常敏感,质粒损失较大,超螺旋也容易丢失, 影响产量和质量。
质粒生产过程中常用层析法或色谱法进行纯化,不同开发阶段和使用级别对质粒的质量要求不同。质粒纯化的目的在于去除宿主DNA、RNA、蛋白和内毒素以及非超螺旋的质粒变体,以满足针对目标产品的使用要求,纯化过程的优化可提高质粒产量、降低成本。质粒作为细胞与基因治疗药品的生产原料,需要对其理化性质进行鉴别,确保目的基因序列及整合无误;作为关键原材料或终产品,需要对其功能进行鉴定和控制;为保证安全性,对内毒素、杂菌污染和支原体残留的鉴别和检测的周期往往约30天左右,决定着质粒生产批次放行的周期;此外,质粒因为无法终端灭菌,因此需要全程在封闭且独立的生产车间进行,且要避免交叉污染,因此自动化、封闭式的系统是未来趋势。
当使用高拷贝数质粒、采用优化的发酵工艺可获得约1-2g/L的质粒,但目前行业内绝大部分公司的质粒产量不到0.5g/L,工艺优化的空间还非常广阔。质粒由于结构简单,且理化性质相似,因此构建一个平台化的生产和纯化工艺相对简单。质粒生产周期较短,上游发酵和下游纯化罐装工艺约需6天,但质粒的质量控制约需30天(主要对支原体等检测周期较长),质粒生产的年产能可达100批次。
综上,质粒生产的工艺优化对于提升质粒的产量和质量具有极大的意义,在大肠杆菌大规模发酵、质粒的提取和纯化工艺上,目前仍然具有非常广阔的优化空间。
综上,质粒生产的工艺优化对于提升质粒的产量和质量具有极大的意义,在大肠杆菌大规模发酵、质粒的提取和纯化工艺上,目前仍然具有非常广阔的优化空间。
病毒载体
高昂的生产成本是细胞
与基因治疗商业化的痛点
AAV生产成本
其关键在于质粒和细胞培养体系
HEK293细胞/三质粒系统是AAV生产的主流系统:AAV生产系统包括HEK293细胞/三质粒系统和依赖于昆虫杆状病毒、腺病毒、单纯疱疹病毒或痘病毒的包装系统。以HEK293细胞/三质粒系统和昆虫杆状病毒系统最为常见,但由于昆虫杆状病毒系统的单个细胞生产效率低、病毒活性低等特点,目前业内最主流的还是采用HEK293 细胞/三质粒生产系统。
AAV载体生产成本的控制较为关键。据Nature Reviews Drug Discovery披露,目前约有238个基于AAV的细胞与基因治疗临床试验正在开展,是临床试验中使用最多的病毒载体之一。AAV细胞与基因治疗产品价格高昂的主要原因在于其工业化生产的多个方面未得到全面优化,如何降低成本、扩大商业化生产能力是AAV基因治疗产业化的最大难题。我们以AAV的生产工艺过程为基础,分析AAV载体生产过程中的成本控制关键。
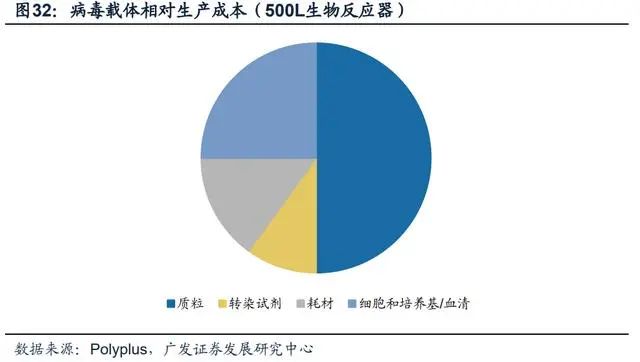
质粒是AAV生产成本的主要来源:根据Polyplus公司披露,AAV载体生产过程中, 质粒约占了生产成本的40-60%,除此以外,细胞和培养基以及血清约占生产成本的 20-30%。质粒价格约为10-30万美元/g,质粒用量大约为1μg/106个细胞。对于病毒载体生产,每升生物反应器大约平均需要0.5mg质粒DNA进行瞬时转染细胞,各厂家依据所用转染试剂的不同,每升生物反应器的质粒需求量也有所差异。因此优化的质粒生产工艺(提升产率与质量)和减少下游质粒的使用量(如开发效率高的转 染试剂)能大幅降低AAV载体生产成本。
悬浮培养是AAV生产的未来趋势:AAV的规模化生产包括贴壁培养体系和悬浮培养体系。传统的贴壁培养工艺放大难、人力需求高且必须使用血清,达到的细胞密度低,因而产量更低;微载体或片状载体培养系统在提高细胞产量的同时还能大大减少人力成本,但是最大的缺点在于高效转染难;而悬浮细胞培养技术能更大程度满 足临床规模生产,并且无血清悬浮培养能减少血清的使用,不仅能降低生产成本,还能简化下游纯化技术(上游生产不需要添加血清)。然而,悬浮培养技术发展的难点在于细胞易成团并且驯化无血清悬浮细胞系的过程比较难,耗时长。然而,基因治疗方式从局部给药拓展到系统性给药过程中,基于AAV的基因治疗药物治疗剂量也将指数级增加,成本也相应的大幅提升,因此开发生产成本更低的悬浮培养模式代表着未来发展方向。
目前大部分公司正在从贴壁培养技术过渡到悬浮培养技术,据CRB披露,约有65% 的公司正在建设或预计建设悬浮细胞病毒载体生产平台。国内宜明细胞的200L无血清AAV制备平台采用悬浮细胞培养技术,可制备包括rAAV2、rAAV5、rAAV8和rAAV9 等多种符合GMP的AAV血清型,病毒产量可高达1E14vg/L,细胞的密度可达1E7 cells/mL。
Pall公司Emmanuelle Cameau等人于2019年在Cell & Gene Therapy Insights上对不同培养体系下AAV生产成本进行了拆分,悬浮培养体系单剂量的生产成本为 11953美元,相比细胞工厂的成本15152美金,降低了20%,质粒DNA是生产成本的主要来源之一,成本占比约38%;采用Pall的iCELLis固定床生物反应器,能提高细胞浓度和转染效率,大大减少质粒用量,因此进一步降低了生产成本,单个剂量的AAV生产成本仅7723美金至9654美金,质粒成本占比降低至20%以下。综上,对培养体系的优化对于AAV生产成本的降低至关重要,培养体系的优化方向主要在于增加细胞培养密度、减少质粒用量并提高转染效率。
高质量的转染试剂是AAV生产的核心要素,决定了质粒用量、病毒得率和纯度:转染试剂在很大程度上决定了质粒的用量、病毒得率和纯度。大规模生产上常用的转染方式有两种,磷酸钙转染法和PEI转染法(聚乙烯亚胺),赛默飞的LIPO 2000(一 种脂质体)转染效率最高,然而价格昂贵,大规模生产中使用较少。磷酸钙转染的 优点为价格便宜,但缺点为效率非常低,并且误差很大,很难达到工艺的一致性, 因此难以用于临床级病毒载体的生产。目前主流的方式为PEI转染法,PEI为阳离子聚合物,可以与带有负电荷的核酸结合从而形成复合体通过内吞作用进入细胞中, 成本相对较适中。
PEI决定了达到高转染效率时所需的质粒用量。据转染试剂供应商Polyplus数据显示,PEI转染HEK293细胞时所需质粒用量约为1~2.5 μg/106个细胞,这决定了病毒生产时需要大量的质粒。因此对于PEI的优化可以减少质粒用量、提供病毒生产效率,从而降低成本。Polyplus的FectoVIR-AAV转染体系使用PEI转染后,使病毒生产中的空壳率有效降低,病毒产量实现提升2至10倍,并且病毒的感染能力也大大提升,同时质粒的用量能减少1/3,使得单个批次的生产成本得到大幅降低。
AAV生产下游工艺复杂,整体回收率低:AAV病毒载体生产的下游工艺包括细胞裂解、澄清、核酸酶处理、超滤、色谱柱纯化、超滤浓缩、除菌过滤及罐装等,涉及的工艺复杂。由于AAV常用于在体的基因治疗,因此对纯度和浓度的要求都非常高。
下游需要有较强的纯化能力,用于去除工艺相关杂质和产品相关杂质,特别是空壳病毒。工艺相关杂质如细胞基质、细胞培养和发酵培养基组分等的去除相对容易,可采用核酸酶、超滤和亲和层析的方式去除;而产品相关杂质如空壳病毒、聚集体和降解产物等较难去除,特别是空壳病毒,其在患者体内不仅会竞争细胞表面有限的受体,而且还有引起过度免疫反应的隐患。由于当将它们输注给患者时,一方面会竞争细胞表面有限的受体数量;另一方面对基因治疗无益处,还有可能引起副反应。由于空壳病毒和完整病毒仅等电点存在细微差异,因此分离困难,通过高分辨率阴离子交换树脂可以降低空壳比。
为了得到最佳收率和分离效率,不同的AAV血清型需要设计不同的层析方案。原因在于AAV血清型与阴离子交换填充的结合特性不同,Benjamin Adams等在 Biotechnology Bioengineering对AAV的精制层析进行了研究,指出AAV5需要在偏酸性条件下才能有效地与阴离子交换填料结合,而AAV8则在偏碱性条件下最佳。所以工艺上难以针对AAV设计一个平台化的通用纯化方法,从而增加了生产成本。
为了达到治疗所用的AAV浓度,原液产物通常需要浓缩100倍至10000倍,下游纯化 也会有部分损失,因此对GMP设备提出了较大的挑战。上游工艺获得的病毒约为 1E4-5E5vg/细胞的载体滴度,粗收获液中的单位体积滴度约为1E10-2E11vg/mL, 而AAV的临床给药范围通常为1E12vg/kg/mL-1E14vg/kg/mL,因此产物需要浓缩达100倍至10000倍。AAV的下游整体回收率仅30-40%,还存在很大的优化空间,提升下游回收率可大幅增加产量,控制生产成本。
系统性给药方式对AAV的需求量增加,成本更会成为商业化的一大痛点。根据Nature Reviews Drug Discovery的数据显示,从局部眼睛的用药到肌肉、血液等大范围、 系统性的用药,其所需病毒载量呈现10至10000倍增长,局部给药与系统给药剂量具有数量级的差异。从支付端来说,直接导致了大范围系统性给药的价格的大幅提高,例如针对眼部疾病的Luxturna售价为85万美金,而肌肉给药的Zolgensma售价达210万美金;从成本端来说,未来针对系统性给药的治疗方式,成本和难以满足的需求更会成为商业化的一大痛点。
总的来说,作为目前临床试验使用最多的病毒载体,AAV的生产成本控制至关重要, 不仅能降低上游CDMO企业的成本,还能使终端产品价格降低,提升病人用药的可及性。AAV基因治疗产品高昂成本的降低可以从优化培养体系、提高质粒转染效率、 提升下游回收工艺和构建通用的AAV纯化平台等方面入手,注重布局以上工艺体系 的细胞与基因治疗CDMO企业,必将在行业中占据优势地位。
慢病毒载体
其纯化生产工艺中的最大瓶颈
慢病毒载体能整合进宿主细胞基因组和不具有组织特异性的特点,使慢病毒载体被广泛用于体外细胞基因治疗中。CAR-T、UCAR-T、CAR-NK和干细胞产品主要使用慢病毒载体。目前常用的第三代慢病毒载体系统由四质粒构成,其中三个质粒为标准化的质粒,另一个包含目的基因的载体质粒为个性化的质粒,同AAV一样,质粒也是慢病毒载体生产的一个重要成本来源。第三代载体系统增加了两个安全特性, 一是构建自失活的慢病毒载体,二是用异源启动子序列代替Tat基因,更加安全。
悬浮无血清培养逐渐替代贴壁培养体系:慢病毒的悬浮无血清培养已逐步替代传统的贴壁培养模式,慢病毒贴壁培养的制备需要使用大量进口血清,而这些进口血清价格高昂,是成本中不可忽略的因素,慢病毒悬浮无血清培养可以极大地降低生产成本。另外,贴壁培养中,Cell stack替代细胞工厂也是一个趋势。
慢病毒载体理化性质不稳定,活性易丧失,回收率低,下游纯化工艺是关键:慢病毒载体的上游工艺难以产生差异化,最大的挑战在于慢病毒载体的纯化过程。慢病毒载体由于具有包膜结构,理化性质不稳定,对剪切力敏感,因此下游工艺中的回收率较低,通常只有10%左右,优化后的回收率大概为30-40%,滴度大约为106 -108TU/mL,因此对下游纯化工艺的开发和优化是慢病毒规模化生产的瓶颈和关键。
慢病毒载体生产成本测算:根据 Ruxandra-Maria Comisel 等 在 Biochemical Engineering Journal中对五种不同细胞培养体系下慢病毒载体的生产成本(GOG) 进行了测算(基于模型假设),并且基于此对慢病毒载体的生产成本进行拆分,细胞培养体系为10层细胞工厂(CF10)、中空纤维生物反应器(HF)、固定床生物反应器(FB)、微载体摇摆式生物反应器(RMmc)和悬浮培养下的一次性搅拌槽式生物反应器(SUB(STR))。
不同培养体系下成本测算:SUB、RM和FB可获得最大程度的规模效应,随着规模放大到生产10,000剂量,每剂量的慢病毒生产成本可低至1200美金;CF10和HF难以实现规模化效应,每剂量的生产成本分别约38000美金和9300美金。因此,悬浮培养、固定床生物反应器和微载体对于规模化生产慢病毒载体最为经济,可有效降低生产成本。
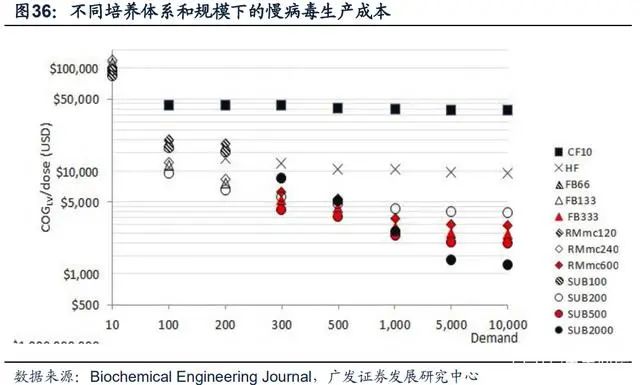
慢病毒生产成本拆分:假设慢病毒的年产量为1000剂/年,HF和CF10的上游一次性耗材的成本占比达82%和34%,是生产成本的主要来源;而在规模化培养体系如 RMmc600、SUB500和FB333下,质粒和转染试剂花费是生产成本的主要来源,占比约46%、41%和36%。综上,慢病毒载体生产成本主要来自上游一次性耗材和质粒转染体系,发展规模化生产、开发不依赖转染系统的稳定细胞培养体系是降低成本的关键所在。
逆转录病毒载体
生产技术门槛高,成本相对更低,转染效率更高
逆转录病毒载体生产技术门槛高,需要一定的技术积累,但其发展比较早,因此工艺生产相对更加完善。逆转录病毒能通过稳转细胞系进行生产,因此产品质量相比 慢病毒载体更加稳定,工艺放大容易,单个批次生产的逆转录病毒载体可供500名病人进行细胞治疗。Kite和Brammer公司均采用逆转录病毒载体技术进行基因治疗研 究,Kite的Yescarta以PG13-CD19-H3稳转细胞系为起始物料。
逆转录病毒的成本更低:相比于慢病毒载体,逆转录病毒载体的成本低10倍以上。Novartis的Kymriah采用慢病毒载体进行制备,定价为47.5万美元,Kite的Yescarta 采用逆转录病毒进行制备,定价为37.3万美元,相较于Kymriah降低了约21.5%。原因在于慢病毒载体的生产需要毫克级别的质粒进行转染,而逆转录病毒载体仅需微克级别的质粒,在大规模生产上大大节约了成本。
逆转录病毒的感染效率更高:逆转录病毒的感染效率高,应用于细胞治疗时相对于慢病毒来说,CAR的阳性率也更高,因此尽管逆转录病毒的生产工艺门槛高,但从长远的应用和效益来看,逆病毒载体仍然具有很大的优势。
逆转录病毒的插入毒性是其临床应用发展的障碍。早期的体外细胞与基因治疗多采用γ-逆转录病毒作为递送载体,直到在治疗一项X连锁的重症联合免疫缺陷病的临床试验中,γ-逆转录病毒在9位受试者中造成了4位受试者发生了T淋巴细胞白血病的严重副反应,γ-逆转录病毒的安全性再次受到质疑,慢病毒载体的临床使用逐渐增多。尽管两种载体都能插入到基因组中,但γ-逆转录病毒载体更倾向于整合到转录起始位点附近,更容易具有致癌风险,加上逆转录病毒只能感染分裂中的细胞,制约了 其临床应用的发展。
腺病毒载体
生产工艺相对成熟,成本低廉
腺病毒载体被广泛用于溶瘤病毒、腺病毒载体疫苗等,重组腺病毒载体包括二型或五型,以五型最为常用。
目前常用的腺病毒包装体系为AdEasy和AdMAX,均通过穿梭载体将目的基因重组到腺病毒骨架上。由于与腺病毒早期转录复制相关基因E1和E3在包装系统是缺陷的(E3基因为病毒产生非必须基因),因此腺病毒的包装需要表达E1的细胞系,生产中常用稳定表达E1基因的HEK293细胞作为腺病毒包装系统。腺病毒载体的构建技术相对更加成熟,并且可以实现大规模悬浮细胞培养,因此生产成本相对低廉。
由于腺病毒可以通过病毒毒液感染细胞的方式来扩大病毒产量,因此相比于需要使用大量pDNA的AAV、慢病毒等病毒载体的生产,其成本非常低。
关于举办中药饮片炮制技术研究与质量控
各会员单位: 为顺应药品监管规..党支部开展《树立和践行正确政绩观 促
2026年6月26日,由四川省医药保化..党支部开展《树立和践行正确政绩观 促
2026年6月26日,由四川省医药保化..2026年第一期药品生产企业拟新任质量受
应我省部分药品生产企业需要新增设..关于召开第七届九次理事会暨会长办公会
各相关单位: 经研究,四川省医..关于举办四川省药品生产企业拟新任质量
各相关企业: 新修订的《中华人..四川省医药保化品质量管理协会党支部
2026年4月8日上午,省医药保化品质..120亿美元押中!诺华AOC临床告捷
6月11日,诺华宣布其针对面肩肱型..


